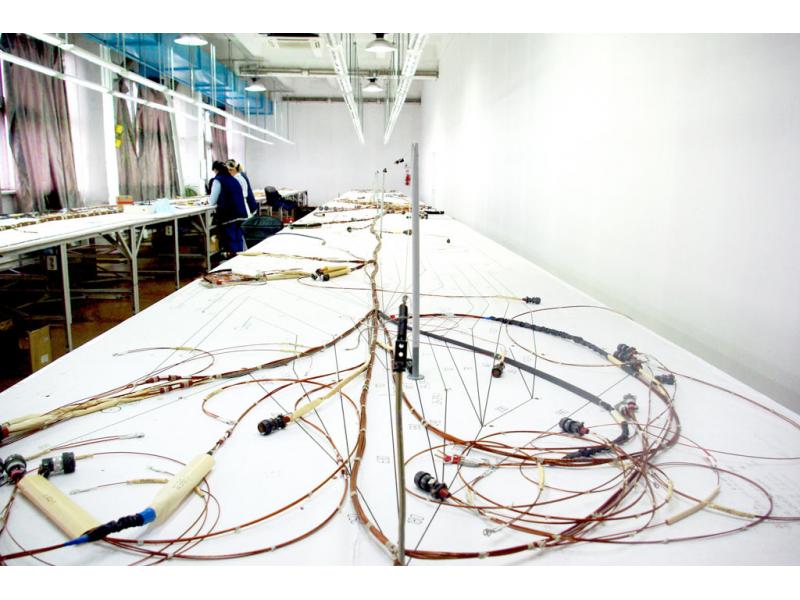
Монтаж авиационных жгутов
Максимальная длина плазов 22 м.
| |  | |  |
| | | | | |
Изготовление объёмных жгутов по шаблонам
Количество проводников более 600 шт.
| |  | | |
| | | | | |
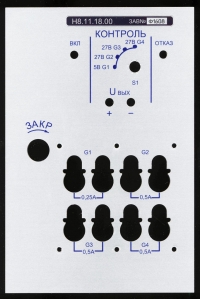
Изготовление приборных лицевых панелей металлографическим способом
Максимальная область печати 425х765 мм, максимальная высота печати 115 мм, максимальный вес изделия 30 кг. При печати используются сольвентные чернила (восемь цветов).
Свойства лицевых панелей изготовленных по технологии цифровой металлографики:
- устойчивость к метеорологическим воздействиям
- устойчивость к растворителям и агрессивным химическим реагентам
- устойчивость к царапинам - монетами, ключами и т.д.
- устойчивость к вандализму-граффити: легко отмывается нитрорастворителями
- устойчивость к высоким температурам: до to 100°C
| |  | |  |
| | | | | |
Переработка термореактопластов методом прессования и пресс-литья с полным циклом подготовки сырья.
Размер стола 750х750 мм, ход стола 500 мм, максимальный просвет 500 мм. Деталь 200 гр.
| |  | |  |
| | | | | |
Переработка резиновых смесей литьем и прямым прессованием.
Размер стола 750х750 мм, ход стола 500 мм, максимальный просвет 500 мм. Деталь 350 гр.
| |  | |  |
| | | | | |
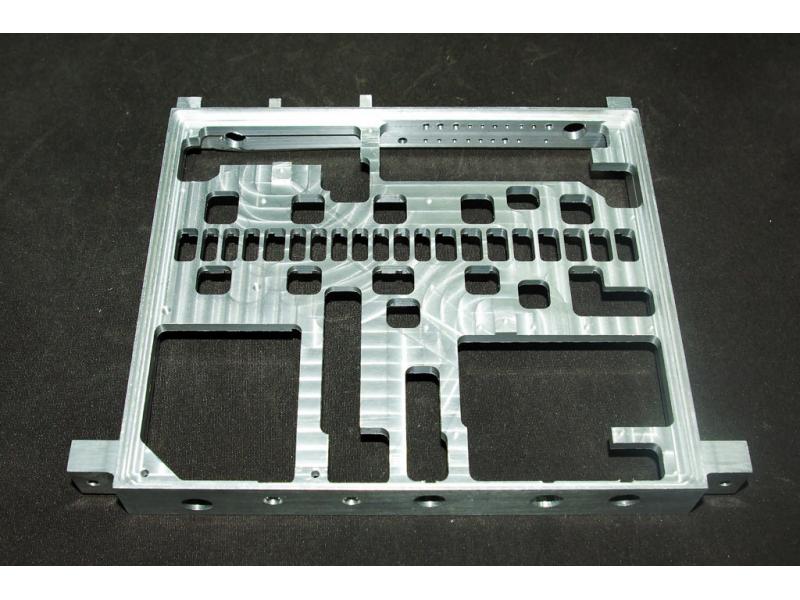
Механическая обработка
Вертикально обрабатывающие центры с ЧПУ
Litz CV-800
Размер стола 910х500, перемещение стола 800х500х540. Максимальная нагрузка на стол 500 кг. Количество инструментов 16. Точность 0,005 мм.
Токарно-обрабатывающие центры
Litz 400M
Максимальный диаметр обработки 215, максимальная длина обработки 530, максимальный диаметр прутка 52. Количество инструмента 12. Точность 0,005 мм.
Гравировально-фрезерные станки с ЧПУ
Comagrav Mistral 1000 Servo
Рабочая область 1050х1005х130. Возможность 2D и 3D фрезеровки. Частота вращения шпинделя 24000 об/мин. Точность 0,02.
Универсальные станки
Токарные, фрезерные, сверлильные, резьбонарезные, координатно-расточные.
| |  | |  |
| | | | | |
Электроэрозионная объемная и проволочно-вырезная обработка металлов на станках с ЧПУ
| |  | |  |
| | | | | |
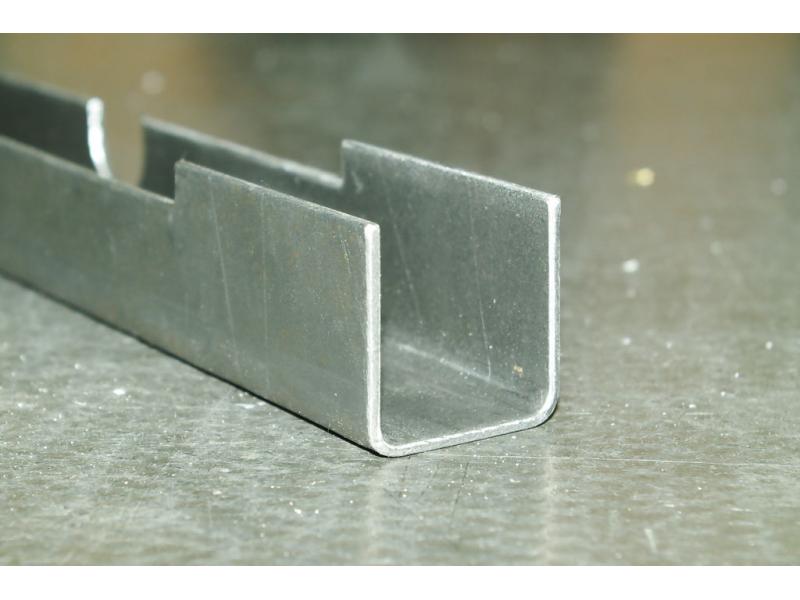
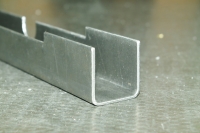
Обработка металлов давлением
– вырубка, пробивка, гибка.
– вырубка и пробивка на станках с ЧПУ; Толщина обрабатываемого листа наименьшая – 0,8 мм; наибольшая алюминия – 3 мм,стали 2 мм.
Габариты листа 830х1200 без перехвата.
– листовая гибка на станках с чпу; Наименьшая толщина листа 0,5мм; наибольшая алюминий 8мм, стали 6мм. Рабочая длина 2600мм. Макс. усилие гибки 120т. Расстояние между боковыми стойками 2100мм. Раскрытие 505мм.
| |  | |  |
| | | | | |
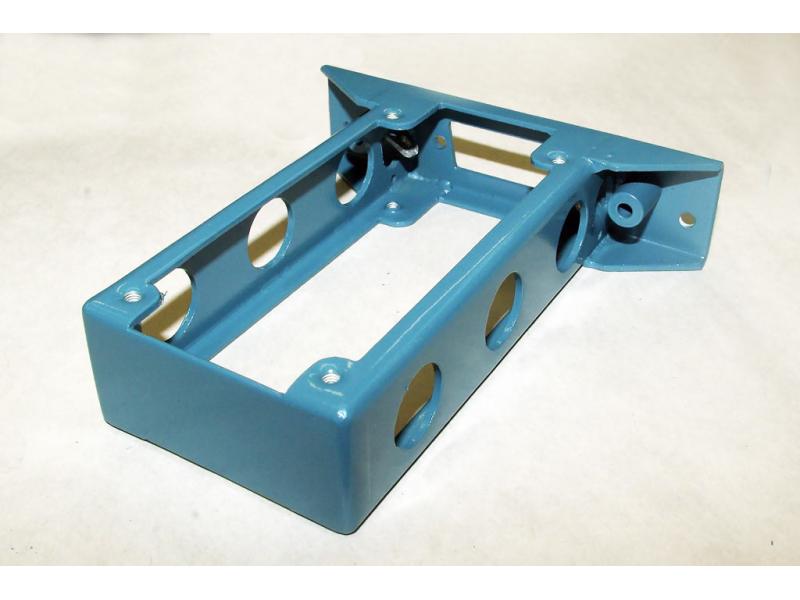
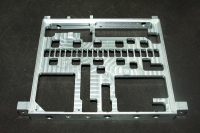
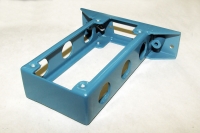
Каркасное производство
Серийный выпуск каркасов габаритом 600х600х2000 мм
| |  | |  |
| | | | | |
Защитные покрытия
– Цинкование с последующим хроматированием
– Кадмирование с последующим хроматированием
– Никелирование, в том числе химическое никелирование
– Олово-висмут
– Серебро-сурьма
– Меднение
– Хромирование
– Электрохимическое полирование сталей
– Химическое пассивирование
– Химическое оксидирование
– Химическое фосфатирование
– Анодирование алюминия, в том числе с наполнением хроматами, водой, твердое и цветное.
– Электропроводное оксидирование алюминия
– Нанесение многослойных покрытий типа никель-медь-олово-висмут.
| |  | |  |
| | | | | |
Лакокрасочные покрытия
1. Окрашивание стальных алюминиевых деталей и их сплавов эмалями:
– Малеиновыми эмалями МЛ-12, МЛ-165
– Пентафталевыми эмалями ПФ-115, ПФ-223
– Эпоксидными эмалями ЭП-140, ЭП-773
– Перхлорвиниловые ХВ-518, ХС-744
– Поливинилацетатными ВЛ-725
2. Нанесение суспензий
– Фторопластовой суспензии Ф-2МСД
– Антифрикционной суспензии ВАП-2
3. Нанесение порошковых красок
| |  | |  |
| | | | | |
Технология печатного и объемного монтажа:
формовка ЭРЭ; пайка ЭРЭ, проводов, жгутов припоями ПОС 61, ПОСК 50-18, ПОС 40, ПОиН с помощью паяльных станции Pase, Магистр
| |  | |  |
| | | | | |
Тороидальная намотка:
минимальный внутренний диаметр тора после намотки 1 мм, максимальный внешний диаметр тора после намотки 60 мм.
| |  | |  |
| | | | | |
Рядовая намотка катушек проводом диаметром от 0,05 до 2 мм.
– Навивка сердечников габаритом до 250 мм.
– Пропитка сердечников, катушек, трансформаторов эпоксидными компаундами ЭЗК-4 в автоклаве.
| |  | |  |
| | | | | |
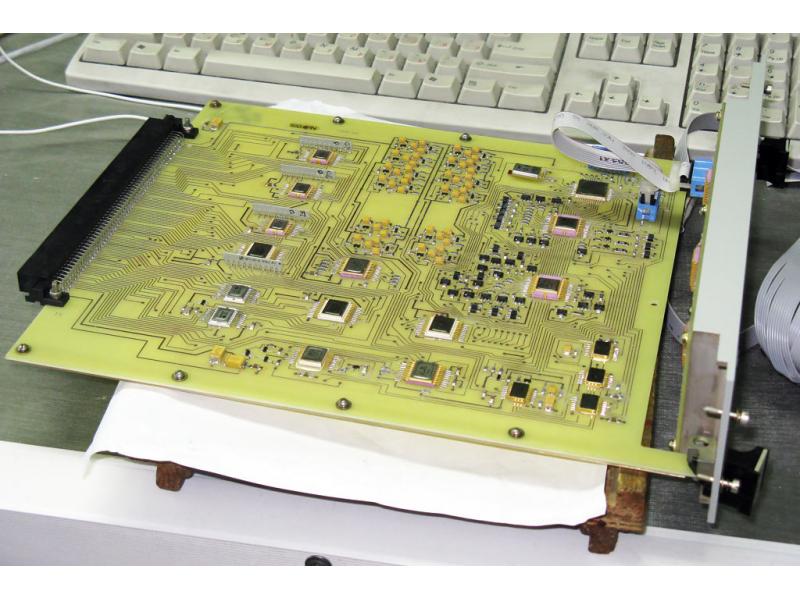
Технология поверхностного монтажа
– Нанесение паяльной пасты с помощью установки дозирования с помощью цифрового пневмодозатора DX350TS350 через трафарет.
– Оплавление паяльной пасты с помощью конвекционной печи Mistral 360LF
– Установка SMD элементов вакуумным пинцетом TV-1000-SP8-MAG2
| |  | |  |
| | | | | |
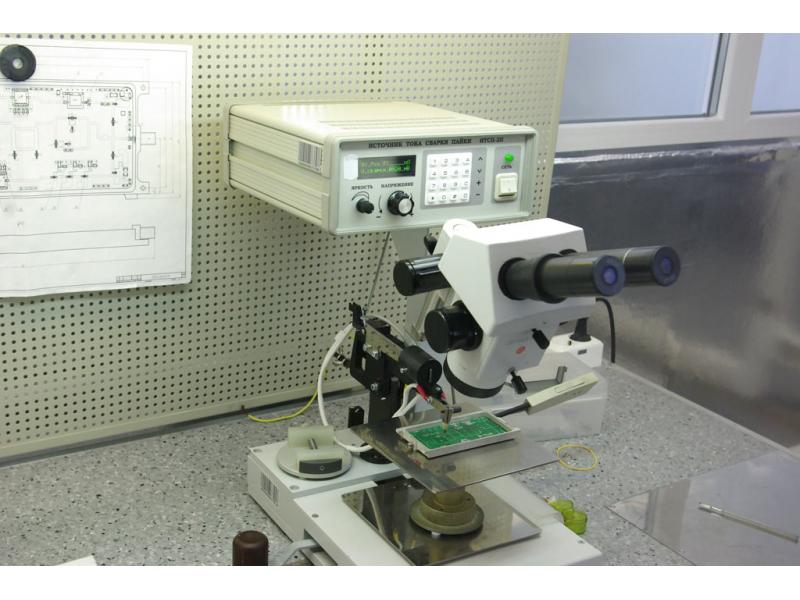
Термокомпрессионная сварка
Установка золотых перемычек, золотой и О-Ви фольги с помощью термокомпрессионной установки УМС-3КПМ.
| |  | |  |
| | | | | |
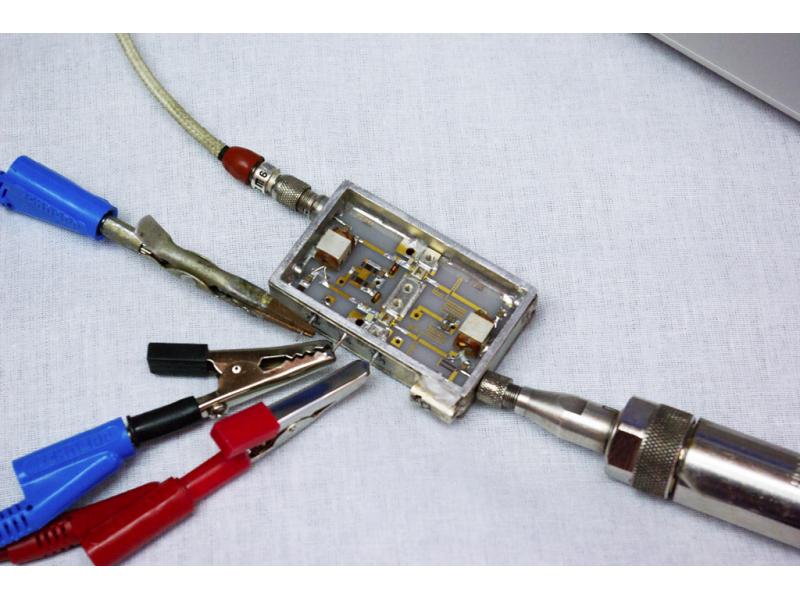
Изготовление СВЧ-кабелей, переходов
(частота до 18 ГГц)
| |  | |  |
| | | | | |
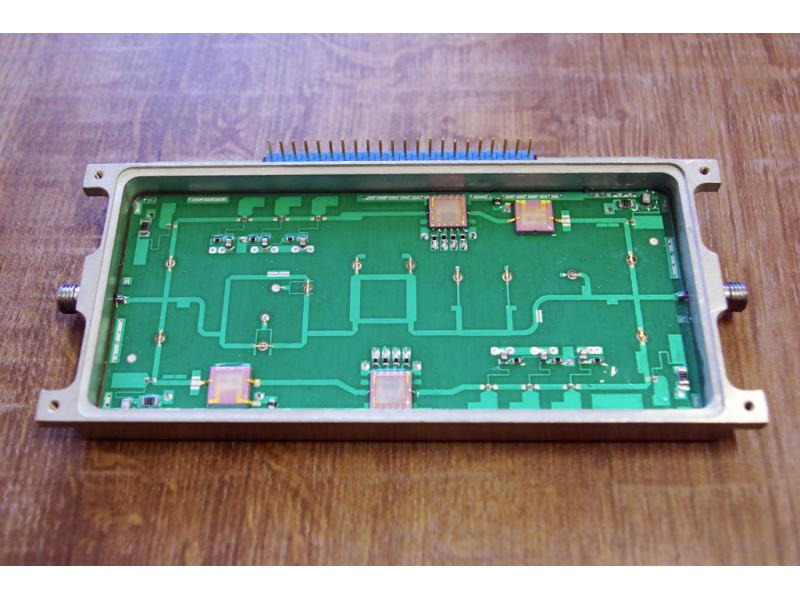
| Изготовление СВЧ-модулей | |  | | 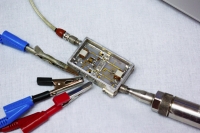 |
| | | | | |
| Изготовление стендового оборудования | |  | |  |
| | | | | |
| Изготовление систем жидкостного охлаждения, обеспечивающих герметичность при давлении до 12 кгс/см2. | | | |  |